









مراحل تولید ریسه بلوطی
پس از بررسی سفارش مشتری و محصول مورد نیاز پروژه، نوع برد توسط نیروهای متخصص این شرکت مشخص و طراحی می شود و توسط اپراتور روی دستگاه انتقال داده شده و دستگاه را برای زدن قطعات SMD روی برد آماده می کنند

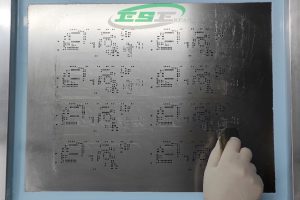
سپس برد وارد قسمت چاپ خمیر شده و با زدن ماده ای به نام فلاکس روی پدهای مس برد، اکسید های مس را پاک کرده و پس از آن خمیر قلع با استفاده از کلیشه روی قسمت هایی که از قبل مشخص شده و قطعات (خازن و LED ها) باید در آن قسمت قرار گیرند یک لایه خمیر بسیار نازک زده می شود.
قطعات و برد داخل دستگاه قرار می گیرند و با استفاده از دستگاه مونتاژ برد SMD، این قطعات طبق برنامه ای که به دستگاه داده شده بود روی برد ها قرار می گیرند.

پس از مونتاژ قطعات روی برد، برد توسط اپراتور کنترل می شود که دقیقا قطعه در سر جای خودش و به درستی قرار گرفته باشند. پس از بررسی و کنترل برد، بردها توسط اپراتور داخل دستگاه آون قرار می گیرند که این دستگاه با دمای بالا و مشخص، تنظیم شده و خمیر قلع را ذوب کرده و سبب ثابت شدن قطعات روی برد می شود.


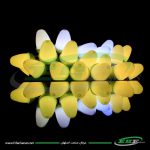
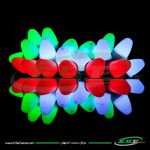
پس از ثابت شدن قطعات روی برد ها، برد ها تست و نور آن ها مورد بررسی قرار می گیرد.

که قطعات برد سالم و سرجای خود قرار گرفته باشند و در صورت وجود مشکلی در نور و یا قطعات، برد وارد ایستگاه تعمیر خرابی می شود و در صورت سالم بودن، برد ها وارد قسمت QC می شود که در این قسمت پارامتر هایی از جمله: برد درست لحیم شده باشد، قطعه سر جای خودش قرار گرفته باشد، پایه ها به یکدیگر نچسبیده باشند و مواردی از این قبیل که این پارامتر ها در قسمت QC بررسی می شود و پس از تایید QC، در صورت نیاز وارد قسمت مونتاژ قطعات DIP شده و در غیر صورت مستقیم وارد خط تولید می شود.
مونتاژ قطعات DIP:
پس از تولید و تست بردها، در بخش کابل و تزریق ابتدا با توجه به سفارش مشتری، کابل مورد نیاز آن پروژه در متراژ و تعداد شعله متفاوت که از قبل مشخص شده است با استفاده از دستگاه کات کابل که توسط اپراتور در سایز مورد نیاز تنظیم شده کات می شوند.
سپس با استفاده از دستگاه لخت کن، سرسیم ها لخت و با مواد فلاکس آغشته و داخل حوضچه قلع لحیم می شوند.
ریسه های بلوطی از کابل های 3.75 سفیدرنگ سه رشته ای تشکیل شده اند که با توجه به تعداد شعله مشخص شده، مراحل اولیه انجام و دسته بندی شده و وارد واحد تزریق می شود که کابل ها هر کدام داخل قالب تزریق گذاشته می شود و به صورت زنجیر بهم متصل و ریسه آماده مونتاژ قطعات و حباب می باشد.

پس از اتصال کابل ها به یکدیگر ریسه ها در قسمت کنترل اولیه قرار می گیرند و ریسه وارد مرحله ی آب بندی می شود که اگر ریسه ما ریسه های باکس مرکزی باشد ابتدای کابل ما از 1 تا 10 متر می باشد و اگر ریسه های جعبه سرخود باشد یک سیم گیر 1.67 به اولین شعله متصل می شود که این سیم گیر برای آب بندی کامل ریسه با رزین پر شده است.
پس از کنترل اولیه و آب بندی ریسه، ریسه وارد قسمت دستگاه آلتراسونیک و جوش جعبه (کفی بلوطی) می شود که تمام جعبه ها به ریسه با دستگاه جوش آلتراسونیک، جوش داده می شود و روی بعضی از جعبه های ریسه، تاریخ تولید و ضمانت محصول به همراه لوگو شرکت عرفان صنعت چاپ می شود.
پس از جوش ریسه به جعبه ها، ریسه وارد قسمت مونتاژ قطعات می شود که در مونتاژ اولیه برد ها روی جعبه با سیم های مشخص توسط اپراتور متصل می شود و بعد از اتصال ریسه به برد با استفاده از پیچ گوشتی های بادی روی هر شعله 2 پیچ به منظور ثابت شدن برد روی جعبه بسته می شود.پس از ثابت شدن برد داخل کفی بلوطی باید تمام شعله ها لحیم شده تا اتصال بین هر شعله برقرار شود و اگر یکی از شعله ها به درستی لحیم نشود از همان قسمت اتصال ریسه قطع شده و روشن نمی شود.



پس از مونتاژ شعله و لحیم کاری، ریسه وارد قسمت تست و مونتاژ جعبه فرمان می شود. تست اولیه محصول روی برنامه ی تغییر رنگ به منظور تست کلی محصول انجام و پس از آن ریسه ها با استفاده از شاسی مگنت LEARN می شوندکه در قسمت مشخصی از جعبه قرار داده می شود و به مدت 3 ثانیه، LED روی جعبه شروع به چشمک زدن می کند که با فشردن یکی از دکمه های ریموت کنترل ریسه ما LERN شده و دارای حافظه و برنامه می شود که با انجام این کار ما می توانیم برنامه های متفاوتی را روی ریسه ببینیم و تغییر دهیم زمانی که ریسه LERN شد به ریسه ضربه های محکم زده می شود تا خرابی های ریسه که به صورت عادی مشخص نمی باشد را متوجه شویم.
پس از تست، ریسه ما در قسمت مونتاژ حباب با دستگاه جوش آلتراسونیک قرار می گیرد که در این قسمت حباب بلوطی با استفاده از دستگاه جوش آلتراسونیک روی تمام شعله ها جوش می خورد و در نهایت ریسه ما به مدت 48 ساعت در تست مدت قرار می گیرد تا در صورت وجود مشکلی، ریسه رفع عیب و با باکس مرکزی مورد نیاز پروژه، تحویل تیم پروژه یا مشتری داده می شود.




نقد و بررسیها
هنوز بررسیای ثبت نشده است.