





در دنیای امروز، نورپردازی دیگر تنها به روشن کردن فضا محدود نمیشود، بلکه به هنری تبدیل شده است که زیبایی و کارایی را در هم میآمیزد. ریسه بلوطی تک رنگ ما، با طراحی منحصربهفرد و الهام گرفته از طبیعت، در کنار کیفیت ساخت بینظیر، پاسخی شایسته به این نیاز است. این محصول با بهرهگیری از فناوریهای پیشرفته، مصرف انرژی را به حداقل میرساند و طول عمر چشمگیری به ارمغان میآورد. همچنین، انطباق کامل با استانداردهای ایمنی، خیال شما را از بابت ایمنی راحت میکند.
طراحی زیبا و منحصربهفرد، الهام گرفته از طبیعت
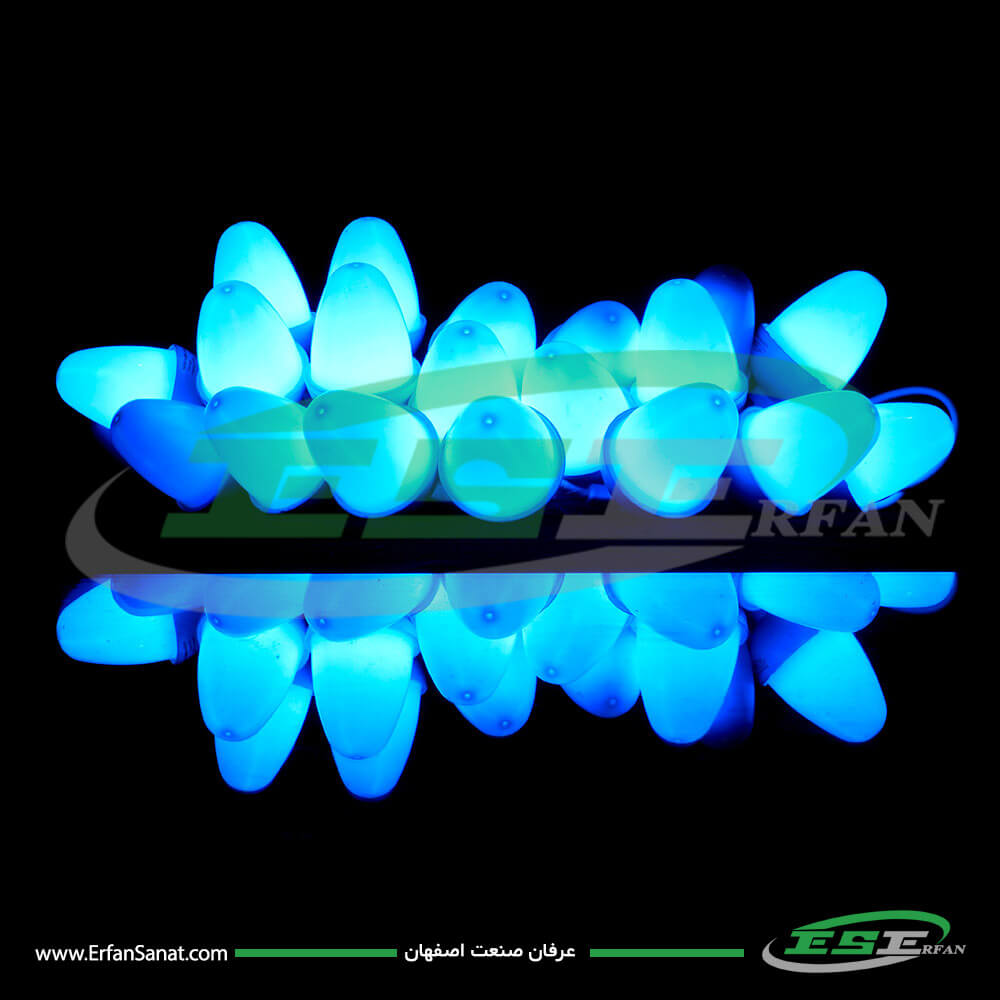
ریسه بلوطی تک رنگ با طراحی زیبا و منحصربهفرد خود، جلوهای خاص به فضای شما میبخشد. این ریسه با الهام از طبیعت و با استفاده از مواد با کیفیت بالا ساخته شده است که نه تنها زیبایی بصری را افزایش میدهد، بلکه دوام و ماندگاری بالایی نیز دارد. با استفاده از این ریسه، میتوانید فضایی دلنشین و آرامشبخش ایجاد کنید که هر بینندهای را مجذوب خود میکند.
مصرف انرژی پایین، روشنایی مطلوب
این ریسه LED با بهرهگیری از فناوریهای پیشرفته، مصرف انرژی را به حداقل میرساند و در عین حال، روشنایی مطلوبی را فراهم میکند. طول عمر بالای این محصول، آن را به یک انتخاب اقتصادی و مقرونبهصرفه تبدیل میکند. همچنین، با داشتن استانداردهای ایمنی بالا، میتوانید با خیال راحت از این ریسه در هر فضایی استفاده کنید. این ویژگیها باعث میشود که ریسه بلوطی تک رنگ انتخابی ایدهآل برای هر نوع نورپردازی باشد، از فضای داخلی گرفته تا فضای باز.
ترکیبی از زیبایی، کارایی و ایمنی
در نهایت، ریسه بلوطی تک رنگ با ترکیب زیبایی، کارایی و ایمنی، یک راهحل کامل برای نورپردازی فضای شما ارائه میدهد. این محصول با طراحی منحصربهفرد و کیفیت ساخت بالا، نه تنها روشنایی دلنشینی را برای محیط شما به ارمغان میآورد، بلکه با مصرف انرژی کم و طول عمر بالا، به حفظ محیطزیست نیز کمک میکند. با انتخاب این ریسه، میتوانید از زیبایی و کارایی آن لذت ببرید و فضایی زیبا و دلنشین ایجاد کنید.
مقاوم در برابر شرایط آب و هوایی
ریسه بلوطی تک رنگ با مشخصات فنی منحصربهفرد خود، انتخابی عالی برای روشنایی فضای باز شماست. این ریسه دارای ابعاد قابل تنظیم حداقل 10 متر است که به شما امکان میدهد طول آن را بر اساس نیاز خود تنظیم کنید. جنس سیم و پوشش این ریسه از PVC ضد آب با قطر 1.5 برابر سیمهای معمولی ساخته شده است که مقاومت بالایی در برابر شرایط مختلف آب و هوایی دارد. به این ترتیب، این ریسه LED برای استفاده در فضای باز بسیار مناسب است.
روشنایی دلنشین و کممصرف
این ریسه بلوطی دارای 12 لامپ SMD در هر شعله است که روشنایی دلنشینی را برای محیط شما فراهم میکند. ولتاژ کاری این ریسه 220 ولت و فرکانس آن 50 هرتز است که با استانداردهای برق شهری سازگار است. توان مصرفی هر شعله تنها 1 وات است که این ریسه را به یک گزینه اقتصادی و کممصرف تبدیل میکند. با داشتن گواهی IP67، این ریسه LED در برابر باران، برف و گردوغبار مقاوم است و میتوانید با خیال راحت در هر شرایط آب و هوایی از آن استفاده کنید.
ایمنی و زیبایی در کنار هم
این ریسه LED با طراحی زیبا و کیفیت ساخت بالا، نه تنها روشنایی دلنشینی را برای فضای باز شما به ارمغان میآورد، بلکه ایمنی شما را نیز تضمین میکند. با استفاده از سیم ضد آب PVC و استاندارد IP67، این ریسه در برابر شرایط سخت آب و هوایی مقاوم است و میتواند در هر شرایطی به خوبی عمل کند. این ویژگیها باعث میشود که این ریسه LED انتخابی عالی برای هر نوع فضای باز باشد، از حیاط خانه گرفته تا باغ و تراس. با نصب این ریسه، میتوانید از روشنایی دلنشین و ایمنی بالای آن لذت ببرید و فضای باز خود را به یک محیط زیبا و دلنشین تبدیل کنید.

با توجه به این مزایا، ریسه بلوطی تک رنگ یک انتخاب عالی برای نورپردازی فضای باز شماست. این ریسه با کیفیت ساخت بالا، طول عمر بالا، مصرف انرژی پایین و ایمنی بالا، تمامی نیازهای شما را برآورده میکند و فضایی زیبا و دلنشین ایجاد میکند.
با توجه به این کاربردها، ریسه بلوطی تک رنگ یک انتخاب عالی برای هر نوع نورپردازی است و میتواند به شما کمک کند تا فضایی زیبا و دلنشین ایجاد کنید.

با توجه به این مزایا، ریسه بلوطی تک رنگ یک انتخاب عالی برای نورپردازی فضای باز شماست. این ریسه با کیفیت ساخت بالا، طول عمر بالا، مصرف انرژی پایین و ایمنی بالا، تمامی نیازهای شما را برآورده میکند و فضایی زیبا و دلنشین ایجاد میکند.
ریسه بلوطی 7 رنگ: این نوع ریسه با قابلیت تغییر رنگ به هفت رنگ مختلف، جلوهای زیبا و متنوع به فضای شما میبخشد. با استفاده از این ریسه، میتوانید نورپردازیهای خلاقانه و جذابی ایجاد کنید که برای جشنها و مراسمهای مختلف بسیار مناسب است. این ریسهها با استفاده از تکنولوژی پیشرفته، تغییر رنگهای نرم و یکنواختی را ارائه میدهند که هر بینندهای را مجذوب خود میکند.
ریسه بلوطی فول کالر: این نوع ریسه با قابلیت تغییر رنگ به تمامی رنگهای طیف، امکان نورپردازیهای پویا و متنوع را فراهم میکند. ریسههای فول کالر با استفاده از اپلیکیشن موبایل قابل کنترل هستند و شما میتوانید به راحتی رنگ و شدت نور را بر اساس نیاز و سلیقه خود تنظیم کنید. این ویژگیها باعث میشود که ریسه بلوطی فول کالر انتخابی ایدهآل برای فضاهای تجاری، نمایشگاهها و هر جایی که به نورپردازی حرفهای نیاز دارید، باشد.
با انتخاب هر یک از این تنوعها، میتوانید فضای خود را به شکلی منحصر به فرد و جذاب نورپردازی کنید و از زیبایی و کارایی آنها لذت ببرید.
اگر به دنبال یک ریسه برای نورپردازی زیبا، کارآمد و ایمن برای فضای باز خود هستید، ریسه بلوطی تک رنگ گزینهی ایدهآلی برای شماست. با طراحی منحصربهفرد، مصرف انرژی پایین، طول عمر بالا و مقاومت در برابر شرایط آب و هوایی، این ریسه میتواند به شما کمک کند تا فضایی دلنشین و آرامشبخش ایجاد کنید و از زیبایی نورپردازی آن لذت ببرید.
برای کسب اطلاعات بیشتر و سفارش ریسه بلوطی تک رنگ، همین حالا با ما تماس بگیرید:





1 دیدگاه برای ریسه بلوطی تک رنگ
محمد ایمانی –
این ریسه رو میتونید به طول 200 متر برای نورپردازی هیئت تولید کنید ولی افت نور نداشته باشه در طول ریسه ؟
Reza_pch –
سلام وقتتون بخیر
بله هیچ محدودیتی در طول ریسه نداریم و میتونیم به شما این ضمانت رو بدیم که هیچ گونه افت نوری نه تنها در طول 200 متر بلکه حتی متراژ های 2000 متر هم کوچک ترین افت ولتاژ و افت نوری نداشته باشید.